-
ハイライト
fingerless片面機波形機械
,fingerless片面機機械
,100m/min片面機の波形機械
-
キー ワード波形を付けられるFingerlessタイプ片面機-板生産ライン
-
利点360度回るため、より安定した
-
速度60-100m/min
-
波形のローラー270mm 280mm 320mm 360mm
-
より上部低い波形を付けるローラー48CrMo良質の合金鋼
-
接着剤を調節する方法電気
-
重量2000kg
-
起源の場所河北、中国
-
販売のタイプ新製品2020年
-
起源の場所Dongguang都市、河北省、中国
-
ブランド名KS
-
証明CE,ISO
-
モデル番号1400mm 1600mm 1800mm 2000mm
-
最小注文数量1セット
-
価格negotiable
-
パッケージの詳細20"で詰まるプラスチック フィルムとcorved機械容器
-
受渡し時間40仕事日
-
支払条件L/C、T/T、D/P、D/A、MoneyGram
-
供給の能力30Sets/月
100m/Min Fingerless片面機波形機械


波形を付けられるFingerlessタイプ片面機-板生産ライン
1.Mainは普遍的な共同片面機のために特色になる
1. 設計速度:80m/min
2.有効な幅:1400mm-2200mm
3.Corrugatedローラー:φ280mm
4.オイルが付いているドライブ減力剤箱は馬小屋を動かし続けるように騒音を減らすために油を差すタイプを浸した。ジンバル伝達を採用しなさい。別の力。
空気の調節による5.Corrugatingローラー、プレッシャー ローラーおよび接着剤のローラー。
6.ボール紙風の制御システムとの真空の吸引方法を、採用するために送信するため。動くことの状態で低ローラーのフルートのプロフィールの馬小屋を保ちなさい。
7.波形およびプレッシャー ローラーの忍耐は高温を採用するためにグリースに油を差す。
8.接着剤の部品の円形に自動供給の接着剤。
9。より上部低い波形を付けるローラーは熱処理の後で52CrMo良質の合金鋼から、成っている。硬度HRC58o-60oは、表面grinded。
10。接着剤の部品の表面はsnicked、chromeplated特別な網によって扱われる。
11.ペーパー幅に一致させるために分かれるモーターを備えられるか、または手動接着剤の幅。
12.Glue部分は停止されている間または非独立独自に動くことができる。主要なモーター周波数変換制御を採用しなさい。
2. Fingerlessタイプ何波形を付けられる片面機はのために-板生産ライン使用されるか。
片面機は波形のボール紙を作り出すための主要な機械である。 波形を付けられる単一の表面を作りなさい-平らな技術のペーパー真空の吸引モデル片面機からの板は非常によい生産の精密がある。機械の直接もたらしている波形のボール紙の質を選びなさい。
注:この機械はまた機械および押す機械をつけることとともに3つの層に5つの層を7つの層時仕事することができる
3.What Fingerlessタイプのための主要な構造は波形を付けられる片面機-板生産ラインおよび働き主義であるか。
製紙工場ロール立場および片面機機械および回転式シート・カッターを含むこのライン
ステップ1:原紙掛けに技術のペーパーを作りなさい
ステップ2:シャフトを熱することによって波形の層を熱しなさい
ステップ3:-板波形シャフトによって波形を付けられるに平らなボール紙を作りなさい
ステップ4:上の波を接着剤シャフトによってつけて波形を付けられる単一層にこの2部分のペーパーを-板作れば
ステップ5:あなたがほしいサイズにcorrguatedペーパーを切る十字
任意機能:Rewinderロールを再度壁紙を張る終了する段ボール紙
波形を付けられる4.Fingerlessタイプ片面機-板生産ライン指定
| 働く幅 | 1600mm | 1800mm | 2000mm | 2200mm | |||
| 加熱法 | オイル暖房/蒸気暖房/電気暖房 | ||||||
| 設計速度 | 80m/min | ||||||
| 経済的な速度 | 45-60 m/min | ||||||
| 圧縮機械空気圧力 | 0.4-0.9MPa | ||||||
| フルートのタイプ | 標準的なフルート | UVEフルート | |||||
| 標準的なspec。 | 、B、C、E、F | ||||||
| 他のタイプおよびモデルのために、私達は顧客の要求として作り出してもいい。 | |||||||
| 波形ロール直径(mm) | 280 | ||||||
| 壁厚さ(mm) | 130 | ||||||
| タイプ | 真空は吸収する | ||||||
| ローラー材料 | 48CrMo合金、扱われる熱- | ||||||
| 機械サイズ(mm) | 3300*1300*1700 | 3550*1300*1700 | 3800*1300*1700 | 4050*1300*1700 | |||
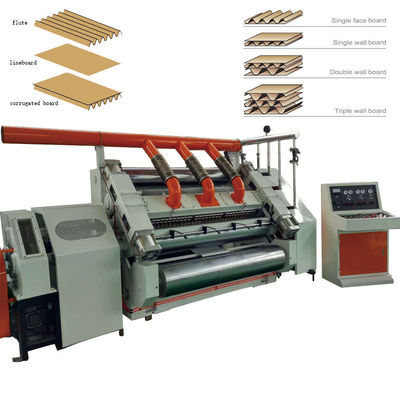
5.Finishedは波形を付けられたFingerlessタイプ片面機によってなされた段ボール紙を-板生産ライン
![]()
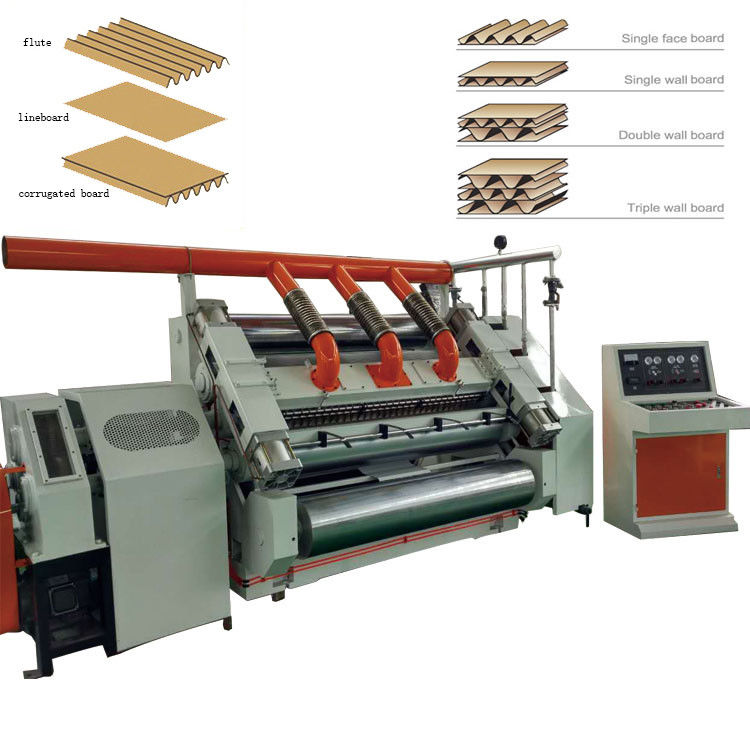
波形を付けられる6.Fingerlessタイプ片面機-板生産ライン全機械眺め
![]()
![]()
![]()