折るつくラインが付いている高速波形箱の印字機
印刷するセクション(記述)を
先端の送り装置の単位
1Machineクラッチ
電気制御のプラットホームは警報ベルと一緒に伴われ、警報は動きの間に絶えず鳴られる。のためオペレータの安全を保障するため。伝達シャフトは安全装置組が機能不全を避け、機械を傷つけるために装備されている(機械プラットホームが締まらないとき、主要なエンジンは操作を始めることができない)。空気の連結装置を使って。主要な起動防御装置を使って。
2Adsorption先端の供給システム
先端の装填装置はすばらしい範囲でペーパー供給プロセスで詰め込むことを最小にすることができる。吸引の送風機はペーパーの供給を助ける。曲げられたボール紙が滑らかに入れられることを確認するため。空気容積はボール紙のサイズに従って調節しペーパー供給をより正確にするためにボール紙の真空の吸引力は最大限度に保障することができる。前部ダム板および後部ダム板手動調節のギャップを採用するために、およびペーパー供給の左右の側面ダム板は電気でギャップを調節することである。供給の車輪は高い摩擦および長い耐用年数を過すポリウレタン材料から成っている。供給のゴム製車輪変わること容易なフランス結びの構造。、3、5のEフルートの段ボールを含む段ボールの7つの層のために適した。ペーパー カウンター、設定、表示生産の量。
3Dust抽出装置
効果的にボール紙の表面の不純物を取除き、改良するために塵抽出のメカニズムと装備されている(塵抽出のブラシおよび真空の吸引ファン)プリントの質を改善するため。
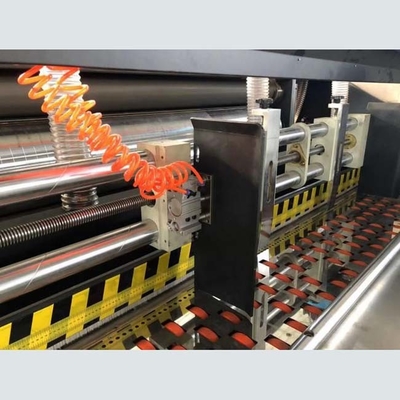
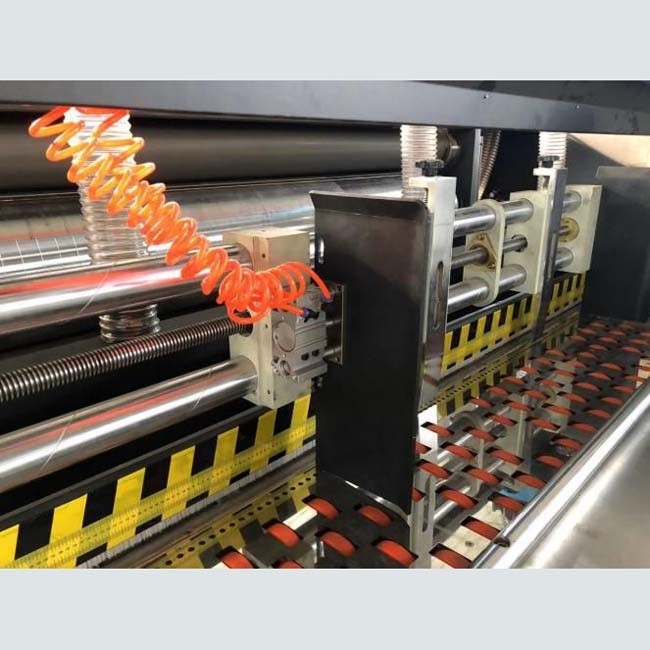
4Paperフィード ローラー
外の直径はФ154.3mmである。耐久力のあるゴムと、そしてバランスの訂正プロセスの後で包まれる継ぎ目が無い鋼管。クロムめっきのローラーの下。電気調整範囲0-12mmの上下のペーパー フィード ローラー。
5Operation制御スイッチ(PLCの計算機制御)
コントロール パネルは型抜きの単位先端の供給の単位、印刷機構を10インチのタッチ画面が装備され、単位に制御、でき、作動し易い細長い穴をつける。
6Automaticゼロ装置
先端の供給の単位、印刷機構は、単位に細長い穴をつけ、単位を型抜きして自動的に電気で0点規正される。通常、自動0点規正装置はカートンのために使用される。テスト印刷物第2のボール紙の後でボール紙の無駄を減らすために、それは正しい位置に合わせることができる。
印刷機構
1Printingローラー
外の直径:Ф586 mm (を含む版の直径Ф600mm)。材料:鋼板、表面の堅いクロムめっき粉砕。動的バランスの訂正プロセスの後、円滑な運用。ラチェット固定スクロール シャフト。全版版の溝は厚さ9mmの掛かる版のために、使用する。印刷版、ペダル スイッチによって肯定的で、否定的な電気制御に荷を積み、荷を下す。
2Printingプレッシャー ローラー
外の直径:Ф159mm.粉砕および堅いクロムめっきの後の鋼管の表面。動的バランスの訂正の後、円滑な運用。電気調整範囲の上下の印刷機のローラー:0-12mm。電気調整範囲の上下のフィード ローラー:0-12mm。
3Ceramic aniloxのローラー
外の直径:Ф219 mm。陶磁器ロール表面堅く、滑らかであるハイテク レーザーの彫版の処置を採用するため。aniloxは同じであり、インクは均一である。印刷版およびゴム製 ローラーの生命を延長しなさい。手動でaniloxのローラーのギャップのダイヤルの調節。
4Rubberローラー
外の直径:鋼管のФ202mm.Theの表面は耐久力のあるゴムと包まれる。ゴム製 ローラーの高く特別な粉砕、インク移動のすばらしい効果。
5Feedingアップ/ダウン ローラー
上部のローラー:直径:110mmの2供給の車輪が付いている継ぎ目が無い鋼鉄管。車輪は2部分の接合箇所である。ローラーの下:直径:154.3 mmの継ぎ目が無い鋼管、表面の堅いクロムめっき粉砕。ペーパー フィード ローラーのギャップを電話をかける電気調節に調節しなさい。0-12mmの範囲を調節しなさい。
6Phase調節のメカニズム
プラネタリ・ギアの構造。水平姿勢は、手動で間隔を調節する。合計:20mm。ローラー スキーズは印刷速度を0点規正し、調節するために段階、リターンを調節するように頻度コンバーターを採用し調節の正確さは高い。
7Ink循環
維持管理への空気のダイヤフラム ポンプ、インク供給の馬小屋、容易な。インク フィルター、フィルター不純物。
8Printing段階の据え付け品
空気ブレーキ メカニズム。機械は作動するためにまたは段階を調節するとき、ブレーキ メカニズムは機械の回転を制限し、オリジナル ギヤ位置の固定位置を維持する。
9Safety手段:各単位間で緊急電源切断スイッチがある。
単位に細長い穴をつけること
自動閉鎖機能によって、pr押す速い調節のメカニズムはラインを押すときディスクとシャフト間の長期正確さを保障し、ペーパーの破損を遅らせる。折り目が付くライン車輪はボール紙の平坦を保護するためにpr押すタイプの最も最近の設計を、採用する。すべてのPr折り目が付き、折り目が付く車輪2部分の共同構造。上部および下の折り目が付く車輪の、上部および下のslotterのナイフ、同期調節は電気によって、箱の高さを調節すると記憶貯蔵機能装備するようにがPLCのプログラマブル制御が左右の同期輸送の軸動きを合わせることを。細長かった段階および細長かった箱の高さの電気調節のためのデジタル表示装置機能の惑星のgear-type段階の調節のメカニズム。ナイフ、歯の刃の幅に細長い穴をつける良質の合金鋼を採用しなさい:7mm。
ピンチ ローラーおよび細長かったナイフの車輪の正しい変位を保障し、耐久性を高める注油および耐久力のあるガイド ブロックを使って。箱のサイズの正確さを保障するためにトリムの縁切りのナイフによって装備しなさい。
1Operation制御
タッチ画面を取付け、自動的に検出し、そしてPLCおよび回転式エンコーダーを通って調節し、貯蔵メニューを呼出す。自動直線は速く、有効である。各ナイフのホールダーの軸の、縦方向および箱の高さ次元を調節するのに電気制御スイッチを使用しなさい。自動閉鎖装置を微調整するペーパー ギャップのために速い整理を使用しなさい。安全を保障するために非常停止装置によって装備されている。
2. 段階/箱の高さ調節に細長い穴をつけること:
細長い穴がつく段階は360°の肯定的で、否定的な調節、速い、高精度である。装置を0点規正する段階は細長い穴がつく位置の一貫性を保障する。箱の高さの調節はボール紙を汚染するギヤ オイルを防ぐために内部歯の構造の電気調節を採用する。コンピュータおよび訂正によってナイフを自動的に自動的に調節しなさい。
折り目が付く車輪
高力折り目が付く車輪、直径:Φ110mmの表面でめっきされる堅いクロム。折り目が付く車輪変わること容易な2部分の共同構造。ピンチ ローラーおよびslotterのナイフの頭部の軸位置を同期的に調節しなさい。
3. ナイフに細長い穴をつけるペーパーに切り開くこと/
slotterのナイフの厚さ:7mm。良質の合金鋼の熱処理の歯型のスロット マシンは専門の製造業者によって質を保障するために製造される。シャフトの直径:Φ159mm.表面はクロム染料で染める移動滑らかにめっきされてあり。自動的にスロット、ペーパー スリッター、折り目が付く車輪および前荷の車輪の位置を軸方向に調節しなさい。細長い穴がつく中間のナイフは大型作成および二重部分箱のために適した動くことができる。独特な投射物の破片の取り外し装置を採用し、コストを削減し、そして長い生命を過す。溝間隔、箱の高さ、PLCおよび回転式エンコーダー制御の自動調節。店100つまでの順序、正確でおよび有効な自動直線。
回転式型抜きの単位
1. ローラーは、動的バランスの訂正の後に、表面で作動の安定性および信頼性を高めるためにめっきされる堅いクロム、材料からである良質の鋼鉄成っている。
2.ローラーは死に、国際規格のサイズによってなされる柔らかいローラーは直径ローラーの死ぬ:550mmは、プラスの木直径死ぬ:600mmは、柔らかいロール直径434.2mm (外径550mm優秀なゴム製袖)、木がどこでもゴム死ぬ購入である場合もあるであり。
3.電気調節によってダイ カッタのローラーとゴム製 ローラー間のギャップを調節しなさい。
4。型抜きのローラーの段階は高精度および大きい忍耐容量がある3惑星の構造を採用する。停止および操作は電気デジタル360°によって調節することができる。
5。ペーパー供給停止が、柔らかいロール自動的に上がるとき、柔らかいロールの摩耗を減らしなさい。
6。ゴムは100%の切断率を達成できるポリウレタン フェルト カバー ドイツDipairブランドから成っている。切り傷は滑らかである。ゴム パッドの取り替えの順序はゴム パッドの荷を積み、荷を下す操作解説書に基づいている。
7。ゴム パッドのローラーは効果的に感じられた袖の耐用年数を拡張する異なった位置に機械カム タイプ左右の動き(30mm)装置を、各ナイフある、採用する。
8.上部および下のローラーを型抜きして異なった直径を持ちなさい、しかし2つのローラーに同じ線形速度がある。それは均一にゴム製袖の摩耗をする円周の方向のダイ カッタの無限に非循環の仕事を制御できる。
9。回線速度の補償装置を使って、時柔らかいローラーの直径の変更、マニュアルのない回線速度の自動補償装置自動的にトラック補償、速度を確認するために調節するため、型抜きする板紙箱の各バッチのサイズが丁度同じであることをフェルトおよびナイフ型の生命を非常に拡張している間。
10.The柔らかいロール自動修理装置はすり切れた感じられたカバーを修理できる数回。修理された感じられたカバーは滑らか、きれいで、新しい感じられたカバーとして同じ性能を維持する。フェルトのマットの再使用可能性を非常に高めなさい。
11.型抜きしてシリンダーを装備するナイフ、より低いローラーに細長い穴をつけるリングに左右にできる電気移動±10mm下げなさい。
12。型抜きの単位に分岐調節操作機能のペーパー供給の入り口/完了およびホストの電気ボタンのためのコントロール パネルが、ある。
印字機の主要な変数
| いいえ。 | 参数名称変数 | 单位の単位 | 細部 |
| 1 | 机械内侧宽度機械サイズ(内部の側面) | mm | 3000 |
| 2 | 最高设计速度。設計速度 | 部分/分 | 180 |
| 3 | 经济运行速度の経済的な速度 | 部分/分 | 50-150 |
| 4 | 最高最大进纸尺寸。ペーパー供給のサイズ | mm | 1650×2800 |
| 5 | 最小进纸尺寸Min.のペーパー供給のサイズ | mm | 400×700 |
| 6 | 最高最大印刷面积。サイズの印刷 | mm | 1650×2600 |
| 7 | 隔张进纸尺寸はペーパー供給のサイズをとばす | mm | 1800×2800 |
| 8 | 印刷の套色精度の精密 | mm | ±0.7 |
| 9 |
标准印版厚度 標準的な印刷物の版の厚さ |
mm | 7.2 |
| 10 | 适应纸板厚度のボール紙の厚さ | mm | 2-10 |
| 11 | 最小开槽间隔Min.slottingの間隔 | mm | 180*180*180*180mm |
| 12 | 最小开槽箱高のMin. Slotting Box高さ | mm | 100 |
| 13 | 最高最大模切面积。型抜きのサイズ | mm | 1650×2700 |
| 14 | 模切纸板厚度の型抜きのボール紙の厚さ | mm | 2-10 |
| 15 | 印刷滚筒轴向调节はローラー スキーズの軸方向調節を | mm | ±10 |
| 16 | 刀模滚筒轴向调节は軸方向調節型シリンダー死ぬ | Mm | ±10 |
折ること部分をつける
ホールダーのGluerの主要な技術的な変数
| 序号いいえ。 | 参数名称変数 | 单位の単位 | 规格のサイズ |
| 1 | 设计速度の設計速度 |
米/分 m/min |
200 |
| 2 | 经济速度の経済的な速度 |
米/分 m/min |
150-180 |
| 3 |
最大进纸尺寸 最高の供給のサイズ |
mm | 1650×2800 |
| 4 |
最小进纸尺寸 最低の供給のサイズ |
mm | 400×700 |
| 5 |
纸板厚度 ボール紙の厚さ |
mm | 2-10 |
| 6 | 接着剤の粘箱误差の精密 | mm | ±2 |
| 7 |
粘箱剪刀口误差 接着剤の魚の尾の精密 |
mm | ±2 |
| 8 |
总电机功率 総力 |
kw | 35 |
| 9 |
体积长宽高 機械次元 |
mm | 16000x4500x3200 |
物質的な使用
1.sprocketギヤは癒やし、ひき、そして高周波処理によって処理される45#および40Cr合金鋼から成っている。
、硬度hrc55-65低雑音の2.smooth操作長い生命、小さい摩耗は、長期正確さを変わらずに保障できる。
3.boardドライブは吸引のベルトを採用する。
4.theベルト シャフトは45#鋼鉄から処置を成っていて、うまく回り、和らげ、和らげることによって、うまくひき、そして電気めっきする。
5.The主要なウォールボードは和らげることによって滑らかにマシン ラン、ウォールボードが変形しないように、処理される30mmの鋼板から成り、和らげる
6.the接続棒は220mm国民標準的なチャネルの鋼鉄と固定してそして振動なしでマシン ランように、溶接される。
トラックを歩かせる7.the左右は和らげ、和らげることによって処理される、歩くことは変形なしで安定している30MMの鋼板トラックから成り。
8.theペーパー折りたたみの上部の片持梁は和らげ、終わりによる35mmの厚い鋼板から成っている。
9.theペーパー折りたたみのより低い片持梁は和らげ、終わりによる35mmの厚い鋼板から成っている。
10.the板は上部の吸引ベルトによって運ばれ、より低いローラーは受動的に運ばれる。設計構造は三菱日本の技術を採用する。
11.、サポート強さ滑る、168mmの直径が付いているガイド シャフトを使用して左右のorigamiのビーム歩く軸線、機械の安定した操作、変形無し。
280mm溶接される国民標準的なチャネルの鋼鉄を採用するために部門フレームを数える12.Tidy。
機械ベルトの移動のタイプを使用するためにモデルを運ぶ13.Box。
![]()
当社の製品は世界中で販売されています。当社の製品の全プロセスにご安心ください。